
What Will Affect the Output of Flat Die Rotating Roller Pellet Mill?
The roller and die are important for a flat die rotating roller pellet mill, and there are also many other factors will affect the yield of pellet maill, today we will share seven main factors and their corresponding solutions.
Working principal of flat die rotating roller pellet mill
As shown in the following picture, the motor drives the principal axis through the reducer, principal axis drives the rotating roller to rotate. After the raw material is processed, the biomass material is fed into the feeding room of the flat die rotating roller pellet mill, and the raw material falls uniformly on the flat die. Principle axis drives the rotating roller to rotate, rotating roller continuously rolling over the raw material layer, and press the material into the die hole, after a series of processing like molding and shape maintenance, the raw material will be squeezed out in the form of a cylinder, the rotary cutter cuts off the raw material, then the pellet is formed, finally the throwing tray sends the pellets out.
Structure and Spare Parts of Flat Die Rotating Roller Pellet Mill
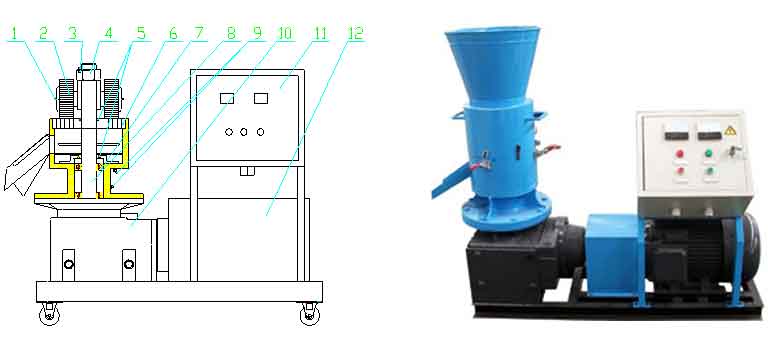
| 1.filler hole | 5.seal | 9.filler hole |
| 2.rotating roller | 6.flat die | 10.gear box |
| 3.stop screw | 7.bearing | 11.electric cabinet |
| 4.adjusting screw to adjust the space between press roller and die | 8.principal axis |
12.motor |
Factors affecting yield of rotating roller pellet mill and correct operation methods
- The moisture content of raw material should be adjusted to 10%-15%. If the moisture content is more than 15%, the material is easy to slip between the flat die and the rotating roller, affecting the granulation and production. If the moisture content is less than 10%, the friction between the raw material and the flat die rotating roller pellet mill increases, leading to the damage of the roller and die, and the output will be reduced.
- The gap between the rotating roller and the flat die also greatly affects the granulation effect. Depending on the raw material, the optimum clearance is between 0.1mm and 0.3mm. When the clearance is over 0.3mm, the material layer on the flat die is too thick, and the pellet production will be reduced. When the thickness of the flat die is lower than 0.1mm, the wear of the rotating roller and the die increases, and the service life is affected. Method of adjusting clearance: Adjust the roller shaft bolt, and press the roller on the die plate by hand, turn for a while and stop for a while, until the operator can't hear the friction between the rotating roll and the flat die.
- The die should be run before the first use. The method is as follows: 10 kg of fine sand, 32 pounds of biomass raw materials (sawdust), 8 pounds of waste oil, stirring evenly, put the mixture material into the flat die pellet mill and press it for 40-60 minutes, grind until the pellets become loose, the operator shall ensure that 95% of the mold holes can be out of pellet.
- When the machine is operated for the first time, the operator shall use the raw material mixed with 12% oil to melt and fill all the holes in the flat die, and then granulate with official ingredients. When the operator finishes the granulation for one day, then 1% of the oil is used to fill the flat die hole again to ensure the die hole is not blocked.
- The operator shall check the flat die and the rotating roller once a week after the normal operation of the machine. Drilling holes through the steel nail to ensure that 95% of the mold hole can be out of grain.
- The distance between feed plate and die plate has great influence on the output of flat die rotating roller pellet mill. If the distance between the feeding plate and the die plate is too small, it is difficult for the raw material to enter the mold hole, resulting in low yield and high powder content. When the distance between the feeding scraper and the flat die plate is too large, the motor will be overloaded, and the pellet mill will stop or even burn out the motor. The distance between feeding scraper and flat die is suggested between 10mm and 30mm.
- Cutter: If the cutter near the die plate is close to the mold plate, the powder rate will increase, and the particle yield of rotating roller pellet mill will be affected. So the cutter should be adjusted to the right position.
Lubrication of flat die rotating roller pellet mill
| Number | Lubrication Parts | Type of Oil | Filling Round | Changing Round |
|---|---|---|---|---|
| 1 | press roller | lithium lubrication grease | twice per round | |
| 2 | principal axis | lithium lubrication grease | once per round | |
| 3 | gear box | hypoid gearoil | 6 month | two years |



